铲斗齿的堆焊修复步骤详细解析
高锰钢铲斗齿,在大面积磨损后,可采用下列堆焊工艺进行修复。
(1)用砂轮将母材表面磨去2~3mm,除去原来的加工硬化层。当母材有裂纹时,应开V型槽,将裂纹完全清除。
(2)选用A202焊条打底焊,焊条经150℃、lh焙烘;选用D256焊条堆焊表层,焊条经300~350℃、lh焙烘。焊条均交直流两用。
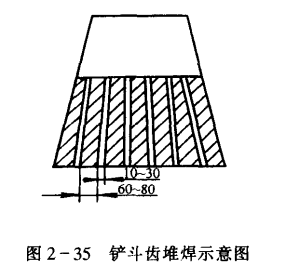
(3)先用A202焊条,用短焊道将开的V型槽填满,再进行分区打底焊,将堆焊部分按60~80mm宽度分区,间隙宽约10~30mm,如图2—35所示,各区焊好后,再将间隙部分焊完。
(4)用D256焊条堆焊表层时,也是按图2~35所示分区段堆焊,直到堆焊到所需厚度以后再堆焊间隙处。
(5)堆焊过程中,要注意防止母材过热,必要时可将母材的一部分浸在水中进行堆焊。
用从拖拉机履带板上(材质为高锰钢)气割下来的补板先与齿尖焊接起来,然后再堆焊。补板的尺寸根据缺肉情况而定。用D266焊条焊接时,采用对称交替的焊接顺序防止裂纹。堆焊时将铲斗齿斜放,从下往上横向堆焊。堆焊完一层时打渣,翻过来再焊另一面,堆焊完一层后再翻过来堆焊第1个面的第2层,如此续延下去,直到恢复原来的尺寸。堆焊过程中避免过热,防止裂纹。